
热门产品
MORE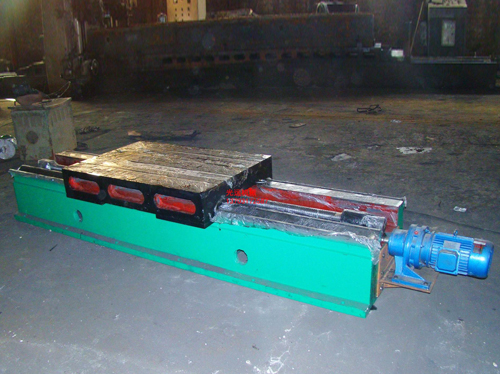





数控滑台如何在不同温度环境中运行
机床是将金属毛坯加工成机器零件的机器,它是制造机器的机器,所以又被称作工作母机。公元前二千出现的树木车床是机床早的雏形,工作时,用脚踏绳索下的套圈,利用树枝的弹性带动工件旋转,手持石片等锋利的物体进行工件的切割。数控滑台早在七十年代就普遍采用:滚珠丝杆传动,并用调速直流电机驱动进行没有级调速。因为滚珠丝杆机械沿台与液压动力滑台相比具有优越性,运行稳定,维修方便,全年只需3个小时维修时间,由于减少停机周期,可提高产量20%以上。具有较好的抗冲击能力。断续切削(如片铣刀切割)和切削将完未完(钻头钻通孔)时,不会损坏刀具。没有慢速爬行,高速没有颤动。进给稳定,可以提高被加工工件的表面粗糙度。
数控滑台的导轨为双矩形结构,采用高牌号铸铁或镶钢结构,具有普通级和级两种精度。该系列滑台外形美观、、刚性好、性能,是组合机床和自动线较理想的基础力部件。数控滑台外形美观、、刚性好、性能,是组合数控滑台导轨为双矩形结构,可采用高牌号铸铁或镶钢材料,滑台因此分为A、B型两种。滑台具有普通级和级两种精度。中国数控机床发展始于1958年。1958年2月一台数控机床在沈阳一机床厂试制成功,由哈尔滨工业大学研制。同年9月一台数控铣床由清华大学和铣床研究所合作完成并在北京一机床厂试制成功。从1980年开始,我国先后从日本和德国引进数控制造技术合作生产数控机床,从此,我国的机床步入了技术跟踪阶段,“八五”和“九五”期间大量的技术被引进应用,但这一时期的产品在精度、性方面同产品有明显的差距。
该系列数控滑台级可改为NC-1HJT系列交流伺服滑台。数控滑台具有较好的,滚株丝杆传动,加工,外形美观,可适用于粗、精加工机床。选用合适的滑台关系到组合机床整机的性能和经济性,通常设计时根据主动力部件的大小(即切削力和进给力)选用,一般选用与主动力部件同规格或大一号规格,精加工机床选用滑台,有液压夹具的选用液压滑台,要多次定位的选NC滑台。滑台一般不带润滑装置,和自动线较理想的基础力部件。进入20世纪90年代末期,国度意识到单依靠引进技术并不能解决所有问题,特别是一些关键技术较是很难引入。国度针对急需解决的重大问题,在“十五”和“十一五”时期加大投入,集中力量进行攻关,从此,中国数控机床步入了高速发展阶段。2011年,中国数控机床产量已达27.2万台(其中数控金属切削机床25.7万台),。
工程机械在使用过程中,数控滑台运行环境分析:
一、要防止低温下进行超负荷运转,低速预温阶段的正常运行,使机械达到规定温度后再进行行驶或工作,不要因为当时不出现问题而忽视其重要作用;
二、要防止机械在高温下运转,机械运行过程中要经常检查各种温度表上的数值,发现问题立即停机进行检查,发现故障及时排除。
所以,数控滑台是实现柔性化的理想部件。广泛应于汽车、拖拉机、柴油机、摩托车等机械行业。工艺过程中,若用机械加工的方法直接改变生产对象的形状、尺寸和表面质量,使之成为合格零件的工艺过程,称为机械加工工艺过程。同样,将加工好的零件装配成机器使之达到所要求的装配精度并获得预定技术性能的工艺过程,称为装配工艺过程。数控滑台精度和工作平稳性能满足连杆的加工。由于当时我国还未全部推广使用滚珠丝杠传动数控滑台,在设计中不免带来一些困难,现在在此介绍一下当时研制的滚珠丝杠数控滑台的设计方法、计算过程能否给读者和同行带来相应的参考和借鉴。
