
热门产品
MORE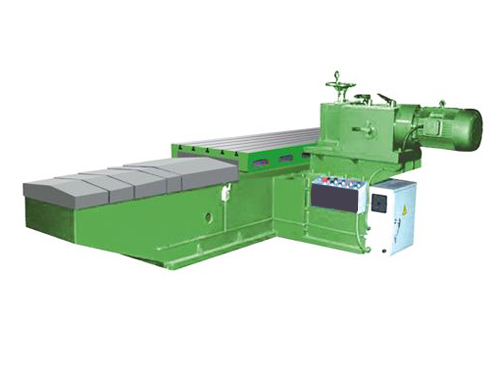




数控滑台正常操作和故障检查
数控滑台进给丝杠有两种:单螺母、双螺母滚珠丝杠,根据加工精度选择使用。配以分级进给装置还可完成深孔加工。在数控滑台上安装动力箱(装上多轴箱)、钻削头、镗削头、铣削头、镗孔车端面头等各种部件,用以完成钻、扩、铰、镗、锪窝、刮端面、倒角、车端面、铣削等工序台面宽320mm以下的数控滑台,若安装分级进给装置,还可以完成钻深孔工序。
数控滑台根据行程长度不同分为I、II、III、IV型,按不同规格区分为250、400、630、1000、1600mm。用户可按需要选用,定货时注明行程长度。滑台又分为A、B型,A型为双矩型导轨,一般用于粗加工,B型为一山一矩组合型导轨,用于精加工。当滑台用于深孔加工时,还应注明带分级进给装置。
正确的操作使用能够防止机床非正常磨损,避免突发故障;做好日常维护保养,可使设备保持良好的技术状态,延缓劣化进程,及时发现和消灭故障隐患,从而确定稳定运行。数控滑台采用开模铝型材为基体,结构扎实,工作台稳固,采用的台湾上银双导轨配合进入口丝杆、同步带传动,滑台在运行过程中的速度与精度。
数控滑台的故障主要通过哪些方法检查?
一、切:即针对故障的现象来进行诊断,从而进行维修,这一步也是数控机床维修重要的一步。
二、问:即询问机床发生故障时的情况。在数控加工时好制定严格的管理措施,规定操作人员在遇到故障时能作出详细记录。这样可以避免发生故障时维修人员不在周围而能准确反映故障的具体情况。数控机床发生故障时,起先要停止机床,保护现场,操作人员对故障进行尽可能详细的记录,其中重要的信息都要详细的观察并记录,例如:故障发生时的现象,发生故障的部位,以及发生故障时机床的状态和控制系统的情况等。若故障在自动加工方式下发生,则应记录发生故障时的加工程序号,出现故障的程序段号,加工时采用的刀具号等具体信息。若发生加工精度超差或轮廓误差过大等故障时,应记录被加工工件号,并保留不合格工件,以留待具体分析。在发生故障时,若系统有报警显示,则应当记录系统的报警显示情况与报警代码。若为加工零件时发生的故障,则应记录加工同类工件时发生故障的概率情况等等。
三、闻:辨别有没有奇怪的味道。当机床运动部件发生剧烈摩擦时,电气绝缘层会烧损,同时会产生油、烟、气、以及绝缘材料的焦糊味;当机床放电时会产生臭氧味,还会听到放电声音。
四、望:即利用人的感觉器官如手、眼、耳、鼻等来查找故障原因。这是较简单直接的方法之一。当数控机床出现故障时,起先要搞清楚故障现象,怎样发生及发生的过程。如果故障可以再现,应该观察故障发生的过程,只有了解到一手情况,才有利于故障的排除。同时观察是否械性的损伤;以及有无烧灼痕迹,电阻及导线是否已经变色;运转和密封部位有无异常情况,诸如飞溅物、脱落物、溢出物,油、烟、火星等;断路器、继电器是否跳闸,熔断器是否熔断;机床电源是否缺相,三相是否严重不平横,机床电压是否正常;电气元器件上的零件有无脱落、断线、卡死、接头松动等情况;开关是否适当;操作者的加工程序是否正确等。这一步对于数控机床的维修检测是直观,也是较考验检修者对机床的硬件构造熟悉程度的一步。
数控滑台属于一种加工设备,如果选购时没有注意一些细节问题,会造成很大的损失,下面为大家分享关于数控滑台使用注意的五大问题:
一、数控滑台结构取决于数控滑台规格尺寸、加工工件的重量等因素的影响。
二、数控滑台的工作精度与工序要求的加工精度相适应。根据零件的加工精度要求选择数控滑台,如精度要求低的粗加工工序,应选择精度低的数控滑台,精度要求高的精加工工序,应选用精度不错的数控滑台。
三、装夹方便、夹具结构简单也是选择数控设备是需要考虑的一个因素。
四、数控滑台的功率与刚度以及机动范围应与工序的性质和适当的切削用量相适应。如粗加工工序去掉的毛坯余量大,切削余量选得大,就要求数控滑台有大的功率和好的刚度。
五、数控滑台主要规格的尺寸应与工件的轮廓尺寸相适应。即小的工件应当选择小规格的数控滑台加工,而大的工件则选择大规格的数控滑台加工,做到设备的正确使用。
