
热门产品
MORE




机械滑台化零为整法工作方法是怎样的?
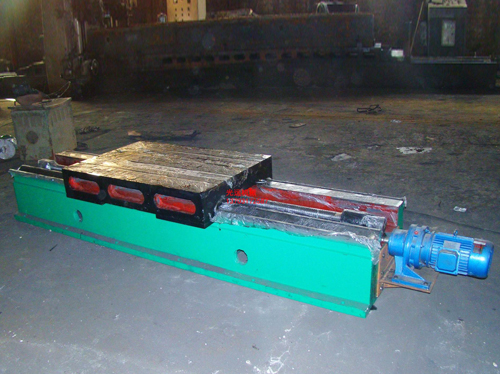
机械滑台是组合机床的重要部件,由床身,滑板,丝杠,变速箱等组成。主要作用就是实现组合机床加工件的进给,可以通过慢的调节来实现进给慢的控制,使机床完成钻孔、扩孔、镗孔、刮端面、倒角、车端面、铣削等多种加工工艺。滑台的刚性强,热变形很小,加上稳定的进给,可以组合机床的加工精度。机械滑台加工中心在总体布局上分定龙门和动龙门,同时还分定梁和动梁。桥式布局方式也属于动龙门的一种形式。加工产品的精度也是一项重要指标。这种定龙门数控机床X轴向的导轨长度是该工作台较大长度的2倍,其中不包括两侧防护罩的长度,所以对厂房来说占用面积较大。其中直线导轨和滚动体导轨比较适合轻载高速切削的加工,它运动均匀、低速运行时不易出现爬行现象。
在机械滑台上安装工件后做往复运动,也可在滑台上安装动力头等相关附件后,通过滑台的运动,对工件进行各种切削,钻削,镗削运动,用多个不同规格的滑台组合可进行复杂零部件的加工或进行批量生产,本厂生产滑台可以运动和慢速运动,是机械加工行业中一种重要的机床附件。机床为整体式结构端面落地铣床,其工作台和铣头滑座均为移动进给型导轨,任意进给量和移动级。
一、机械滑台化零为整法工作方法是怎样的?
1、弹簧夹头夹紧构件的频繁作业,也会导致控制电器损坏,想要解决以上问题,需要加大主轴送进长度、弹簧夹头夹紧构件的动作缝隙,同时还不能降低数控机床的生产速率。
2、若按照常规的方式对数控机床进行编程,在每次的循环环节中只可加工一个零件,因为轴向尺寸较短,因此就会造成数控机床的主轴滑块在床身导轨的局部位置频繁的出现往复,弹簧夹头夹紧结构动作频繁。
3、长时间工作后,就会早晨如果数控机床导轨局部出现过度磨损情况,进而也会直接影响数控机床的加工精度,严重的还会导致机床报废。
4、为此设想,是否可以在一次加工循环中加工多个零件,主轴送进长度为单件零件长度的倍数,甚至可以达到主轴加大运行距离。而弹簧夹头构件的动作时间间隔相应延长为原来的数倍。
5、在低压电器中,会存在着大量的短销轴类零部件,场景约为2至3,直径多为零件的几何尺寸很小,普通的仪表类车床很难对其进行装夹,因此也无法质量。
6、原来的单件零件的辅助时间可分摊在多个零件上,每个零件的辅助时间都实现了缩短情况,进而也直接提升了数控机床的生产速率。
二、分析机械滑台主轴不转与电源供给回路情况
1、用万用表检查系统与主轴电机之间的电源供给回路,信号控制回路是否存在断路;是否存在断路。
2、各连线间的触点是否接触不良;交流接触器,直流继电器是否有损坏;检查热继电器是否过流;检查保险管是否烧毁等。
3、电路连接错误:认真参阅电路连接手册,连线正确。
4、系统无相应的主轴控制信号输出:用万用表测量系统信号输出端,若无主轴控制信号输出,则需替换相关IC元器件或送厂维修。
5、供给主轴的三相电源缺相或反相:检查电源,调换任两条电源线。
6、系统有相应的主轴控制信号输出,但电源供给线路及控制信号输出线路存在断路或是元器件损坏。
7、机械传动故障引起:检查皮带传动有无断裂或机床是否挂了空挡。
