
热门产品
MORE

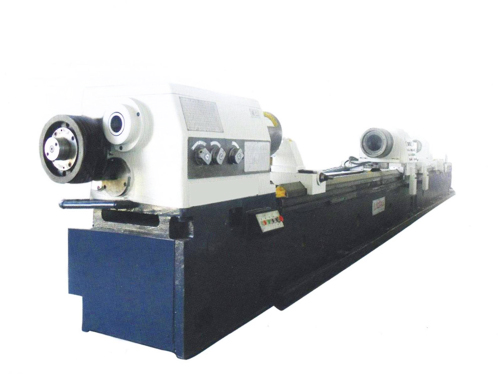



简单谈一下数控机床制造的加工原则
机床的行业转型面临四大制约因素。数控机床技术现在目前相对较多只能做到五轴联动,并且据有关人士说这个五轴还是作秀成份居多,五轴以上几乎就是全部,并且在多点联动的技术上也和技术水准存在很大的差距。国内市场星际化竞争加剧,由于中低档数控机床市场萎缩和生产能力过剩,再加上产品涌入,市场竞争将进一步加剧。并且产品因为长期以来一直依赖,国内产品面临着星际化竞争的严峻挑战。
关于数控机床的主要部件与应用特点,请看下列内容分析:
一、控制面板
控制面板包括CRT操作面板(执行NC数据的输入/输出)和机床操作面板(执行机床的手动操作)。
二、数控机床的刀架
机床次装置可以固定刀具和索引刀具,使刀具在与主轴垂直方向上定位,并同Z轴伺服电机共同完成截面方向的切削。
三、主轴箱
数控机床主轴箱的构造,主轴伺服电机的旋转通过皮带轮送刀主轴箱内的变速齿轮,以此来确定主轴的特定转速。在主轴箱的前后装有夹紧卡盘,可将工件装夹在此。
四、往复拖板
在往复拖板上装有刀架,刀具可以通过拖板实现主轴的方向定位和移动,从而同Z轴伺服电机共同完成长度方向的切削。
五、主轴伺服电机
数控机床的主轴伺服电机有交流和直流。直流伺服电机,容易在宽范围内控制转矩和速度,因此被广泛使用,然而,近年来小型、高速度、的交流伺服电机作为电机控制技术的发展成果越来越多地被人们利用起来。
六、夹紧装置
数控机床这套装置通过液压自动控制卡爪的开/合。
数控机床上安装的感应同步器是利用两个平面形绕组的互感随位置不同而变化的原理制成的。它的功能是将角度或者直线位移转变成感应电动势的相位或幅值,可以用来测量直线或转角位移。按他的结构可以分成旋转式和直线式两种。旋转式感应同步器定子为固定的圆盘,转子为转动的圆盘。感应同步器具有较高的精度与分辨力、抗干扰、使用寿命长、维护简单、长距离位移测量、工艺性好、成本较低等优点。旋转式感应同步器则被广泛地用于机床和仪器的转台以及各种回转伺服控制系统中;直线式感应同步器由定尺和滑尺两部分组成,定尺安装在机床床身上,滑尺安装于移动部件上,随工作台一起移动。
一般强调换刀的卧式机台,都有下面的几个特点:
①凸轮箱小且可移动。其主要目的是要让换刀时,可动件的转动惯量小,以达到换刀的目的。该技术包括刀库的设置、换刀方式、换刀执行机构和适应高速工具机的结构特点等。
②两刀可能互相垂直。
③刀臂不能够成直线。
④数控机床加工中心自动换刀系统的刀臂短。
在数控机床上加工零件的时候,应该按照以下的原则加工:
一、确定工件坐标系原点位置。原点位置一般选择在工件右端面和主轴回转中心交点P,也可以设在主轴回转中心与工件左端面交点O上。
二、选择适合在数控机床上加工的零件。
三、分析被加工零件图样,明确加工内容和技术要求。
四、制定加工工艺路径,应该考虑加工起始点位置,起始点一般也作为加工结束的位置,起始点应便于检查和装夹工件,应该考虑粗车、半精车、精车路线,在零件加工精度和表面粗糙度的前提下,尽可能以相对较少的进给路线完成零件的加工,缩短单件的加工时间,应考虑换刀点的位置,换刀点是加工过程中刀架进行自动换刀的位置,换刀点位置的选择应考虑在换刀过程中不发生干涉现象,且换刀路线尽可能短,加工起始点和换刀点可选同一点或者不选同一点。
五、编制数控机床加工程序,调试加工程序,完成零件加工。
六、合理选择刀具。根据加工的零件形状和表面精度要求,选择合适的刀具进行加工。
七、选择切削参数。在加工过程中,应根据零件精度要求选择合理的主轴转速、进给速度、和切削。
