
热门产品
MORE

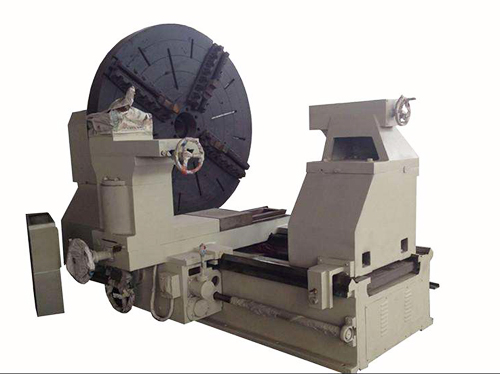


数控机床的出现是工业一大进步的表现
数控机床的出现是工业一大进步的表现,它能好的解决复杂、、小批、多变的零件加工问题,是一种灵活的、速率好率的自动化机床。程序编制人员在利用数控机床加工时,起先得进行工艺分析。根据被加工工件的材料、轮廓形状、加工精度等选用适当的机床,制定加工方案,确定零件的加工顺序,各工序所用刀具,夹具和切削用量等。下面就为大家介绍下数控机床是如何制定加工步骤的:
1、加工方案确定的原则
零件上比较表面的加工,常常是通过粗加工、半精加工和精加工逐步达到的。对这些表面仅仅根据质量要求选择相应的后期加工方法是不够的,还应正确地确定从毛坯到较终成形的加工方案。确定加工方案时,起先应根据主要表面的精度和表面粗糙度的要求,初步确定为达到这些要求所需要的加工方法。
2、工序步骤的划分
在数控机床上加工零件工序可以比较集中,在一次装夹中尽可能完成大部分或全部工序。起先应根据零件图样,考虑被加工零件是否可以在一台数控机床上完成整个零件的加工工作,若不能则应决定其中哪一部分在数控机床上加工,哪一部分在其他机床上加工,即对零件的加工工序进行划分。
3、零件的安装与夹具的选择
零件的安装力求设计、工艺与编程计算的基准统一,避免采用占机人工调整式加工方案,尽可能在一次定位装夹后,加工出全部待加工表面。确定夹具的坐标方向与机床的坐标方向相对固定,夹具上各零部件应不妨碍机床对零件各表面的加工,即夹具要开敞其定位、夹紧机构元件不能影响加工中的走刀(如产生碰撞等)。
4、刀具的选择与切削用量的确定
刀具的选择是数控加工工艺中重要内容之一,它不仅影响机床的加工速率,而且直接影响加工质量。编程时,选择刀具通常要考虑机床的加工能力、工序内容、工件材料等因素。切削用量包括主轴转速(切削速度)、背吃刀量、进给量。
5、切削油的选用
切削油在整个加工过程中起到保护刀具和提升加工速率的作用。通常选用切削油时需要根据工件的材质、设备的类型、工艺方法、刀具性能等因素来决定使用哪一种切削油。另外,除了以上直接因素外也需要切削油的其他性能符合要求,如防化学反应性能、防锈性能、冷却性能等。
6、加工路线的确定
在数控加工中,刀具刀位点相对于工件运动的轨迹称为加工路线,要求定位精度较不错,定位过程尽可能快。除此之外还要确定刀具轴向的运动尺寸,其大小主要由被加工零件的孔深来决定,但也应考虑一些辅助尺寸,如刀具的引入距离和超过量。
排除数控机床进给系统爬行与振动故障的具体方法如下:
1、对故障发生的部位进行分析
爬行与振动故障通常需要在机械部件和进给伺服系统查找问题。因为数控机床进给系统低速时的爬行现象往往取决于机械传动部件的特性,时的振动现象又通常与进给传动链中运动副的预紧力有关。另外,爬行和振动问题是与进给速度密切相关的,因此也要分析进给伺服系统的速度环和系统参数。
2、机械部件故障的检查和排除
造成爬行与振动的原因如果在机械部件,起先要检查导轨副。因为移动部件所受的摩擦阻力主要是来自导轨副,如果导轨副的动、静摩擦系数大,且其差值也大,将容易造成爬行。尽管数控机床的导轨副普遍采用了滚动导轨、静压导轨或塑料导轨,如果调整不好,仍会造成爬行或振动。静压导轨应着重检查静压是否建立;塑料导轨应检查有否杂质或异物阻碍导轨副运动,滚动导轨则应检查预紧是否良好。
