
热门产品
MORE



机床滑台提的措施与数控机床按伺服控制方式
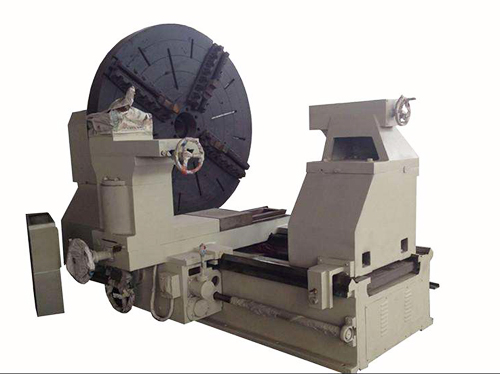
提高机床滑台定位精度的措施由于行程开关本身的定位误差以及滑台运动过程中导轨面间摩擦状态的变化,使滑台到达测位的后期位置具有分散性,从而产生定位误差而影响测量精度。例如在测量辋高H时,当滑台进入测位后,两测头之间的距离为L,则H=L-(x1+x2),x1与x2可由气电测量装置测出。由于行程开关的定位误差,L实际上不是一个定值,为了提高测量精度,当滑台到达测位后,应将L的实际尺寸测出,为此在每个滑座侧面安装一个大位移电感传感器,滑台进入测位的较终位置由这一传感器直接测出,将此测量结果输入计算机,经数据处理后,即可行程开关的定位误差对测量精度的影响。为了整个测量系统的工作稳定,除了利用原有滑台保险装置的功能外,在电路设计上还采取了相应的稳定措施。例如,在滑座尾部安装了总停开关,这样,当滑台快退时,如快退转停的行程开关失灵,滑台继续后退,碰上总停开关后,滑台即停止后退。另外,为了防止滑台进入测位时气电测量装置与工件相碰,在滑台快进前,所有测头应处于远离工件被测表面的位置,只有满足这个条件,滑台才能开始进入测位。在自动检测系统中,利用机械滑台本身的功能实现测量过程的自动循环,简化了测量系统的设计和制造,有利于测量系统的模块化,采取一些技术措施后,可以地提高原有滑台的位置精度和工作性。
数控机床加工零件时,通常会用到以上三种加工工序,不同的加工工序,其适合的零件种类,加工方法还有生产速率也不相同,具体选择什么加工方法,可以根据实际情况选择适合的加工工序。
1、铸件粗加工工序
从工件上切去大部分加工余量,使其形状和尺寸接近成品要求的工序为粗加工工序。其加工精度较低,表面粗糙度值较大,一般用于要求不高或非配合表面的后期加工,也作为精加工的预加工。
2、铸件精加工工序
从经过粗加工的表面上切去较少的加工余量,使工件达到较高的加工精度及表面质量的工序为精加工工序。如工件表面无特别高的要求,精加工常作为较终加工。
3、铸件光整加工工序
它是从经过精加工的工件表面上切去很少的加工余量,很高的加工精度及很小的表面粗糙度值。研磨、珩磨、超精加工及抛光等方法属于光整加工工序。
数控机床按伺服控制方式分:
闭环控制数控机床:这类数控机床带有位置检测反馈装置,其位置检测反馈装置采用直线位移检测元件,直接安装在机床的移动部件上,将测量结果直接反馈到数控装置中,通过反馈可从电动机到机床移动部件整个机械传动链中的传动误差,实现准确定位。
半闭环控制数控机床:在电机的端头或丝杠的端头安装检测元件(如感应同步器或光电编码器等),通过检测其转角来间接检测移动部件的位移,然后反馈到数控系统中。由于大部分机械传动环节未包括在系统闭环环路内,因此可获得较稳定的控制特性。其控制精度虽不如闭环控制数控机床,但调试比较方便,因而被广泛采用。
开环控制数控机床:这类机床不带位置检测反馈装置,通常用步进电机作为执行机构。输入数据经过数控系统的运算,发出脉冲指令,使步进电机转过一个步距角,再通过机械传动机构转换为工作台的直线移动,移动部件的移动速度和位移量由输入脉冲的频率和脉冲个数所决定。
数控机床按运动方式分:
点位控制数控机床:数控系统只控制刀具从一点到另一点的准确位置,而不控制运动轨迹,各坐标轴之间的运动是不相关的,在移动过程中不对工件进行加工。这类数控机床主要有数控钻床、数控坐标镗床、数控冲床等。
直线控制数控机床:数控系统除了控制点与点之间的准确位置外,还要两点间的移动轨迹为一直线,并且对移动速度也要进行控制,也称点位直线控制。这类数控机床主要有比较简单的数控机床、数控铣床、数控磨床等。单纯用于直线控制的数控机床已不多见。
轮廓控制数控机床:轮廓控制的特点是能够对两个或两个以上的运动坐标的位移和速度同时进行连续相关的控制,它不仅要控制机床移动部件的起点与终点坐标,而且要控制整个加工过程的每一点的速度、方向和位移量,也称为连续控制数控机床。这类数控机床主要有数控机床、数控铣床、数控线切割机床、加工中心等。
