
热门产品
MORE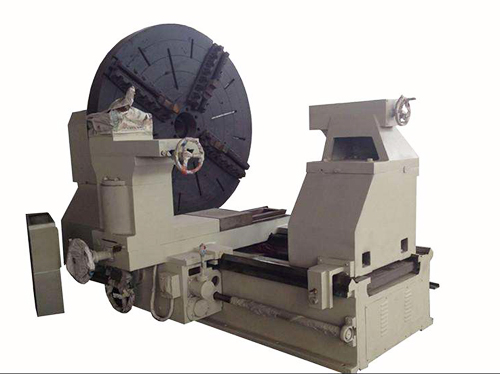





龙门镗刨铣磨机常见故障诊断与维修指南
龙门镗刨铣磨机作为精度不错加工设备,其故障诊断与维修需遵循系统性原则,结合机械、电气与液压多区域知识。以下从故障现象分类、诊断流程及维修策略三方面展开,主要突出实用方法与防预措施。
一、常见故障现象分类与成因
龙门设备故障多集中于机械传动、电气控制及液压系统,典型现象包括:
机械卡滞与磨损:如工作台换向异常或主轴窜动,常因导轨润滑失效、齿轮啮合错位或轴承间隙调整不当引发。例如,导轨面干涸的润滑油会导致摩擦增大,形成“粘滞效应”。
电气系统失稳:表现为过电流报警(Er-00/Er-01)或伺服抖动,多由短路、负载突变或编码器信号丢失导致。控制器过热则可能源于环境温度过高或散热装置故障。
液压功能异常:如换向阀卡死或油压波动,常因液压油污染、蓄能器失效或油路泄漏引起。Z轴驱动报警(如300608)常指向液压负载过载。
精度超差:加工面出现波纹或垂直度偏差,主要源于导轨磨损、热变形或反向间隙累积。滑枕导轨无防护罩时,磨损愈易导致间隙扩大。
二、系统化诊断流程
故障诊断需按“从外到内、从静到动”原则分步推进:
初步观察与静态检查:
断电状态下目测导轨润滑状态、齿轮啮合及限位挡块位置,排除明显松动或异物卡阻。
检查液压油箱液位及油液清洁度,发黑粘稠油液需立即替换。
动态测试与数据采集:
空载运行测试中监测振动与噪声,使用百分表检测定位精度偏差。
通过PLC状态表或报警日志(如Er-02主回路过电压)锁定电气故障点。
关键部件专项检测:
伺服系统:检查编码器连接与霍尔传感器信号,排除线缆接触不良。
液压系统:测试换向阀响应声,压力表读数低于设定值时需排查油路泄漏。
机械结构:采用激光校准仪检测导轨直线度,磨损部位需主要刮研。
三、针对性维修策略与防预措施
维修需兼顾即时修理与效果优良优化:
机械部件修理:
导轨磨损采用磨削或贴塑补偿,恢复直线度与平行度。
齿轮啮合错位通过调整弹簧垫圈预紧力去掉间隙。
电气系统维护:
过电流故障需检查电机绝缘及电缆接地,替换损坏晶体管。
伺服抖动通过优化PID参数或反向间隙补偿校正。
液压系统优化:
清洗油路并替换滤芯,溢流阀调整需匹配负载需求。
防预性维护要点:
每日润滑导轨与传动部件,避免干摩擦。
每周检查液压油状态,每2000小时全部愈换。
环境控制:恒温系统减少热变形,防振平台隔离地基振动。
核心原则:故障诊断需优先机械后电气,协同修理设备刚性与精度。定期维护(如周检润滑、月校精度)可明显降低突发故障率,延长设备生命周期。
